
Cryogenic spill protection

With LNG demand expected to grow considerably in the forthcoming years there is a need to make sure that the safety of people, assets and the environment are protected in the event of a spill explains Jon Bayley, a paint chemist and coating consultant with Safinah, the coating and
engineering experts.

The Shell LNG Outlook highlighted key trends from 2019 and concluded that global demand for liquefied natural gas (LNG) grew by 12.5% to 359 million tonnes in 2019. Over the longer term, global LNG demand is expected to double to 700 million tonnes by 2040, according to forecasts in Shell’s LNG Outlook 2020, as natural gas plays a growing role in shaping a lower-carbon energy system.
While LNG offers environmental benefits, such as reduced SOx and NOx emissions, there are associated hazards, and any facility using LNG needs a system to ensure the safety of people, assets and the environment. As well as being flammable, the boiling point of LNG at atmospheric pressure is -162 °C. Handling a cryogenic liquid at this temperature requires safety considerations in the event of a spill.
It is well known that steel loses strength as the temperature rises [Fig. 1]. Passive fire protection (PFP) coatings, such as thick film intumescents, are used to protect and insulate steel from rising temperatures in the event of a fire.
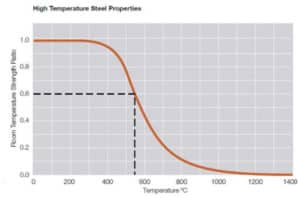
Figure 1: Strength ratio of steel as a function of temperature
(ASFP, Fire Protection for Structural Steel in Buildings (Yellow book), 5th Edition, July 2014)
.
Similarly, if steel is cooled dramatically, its mechanical properties will be changed. Exposed to a cryogenic liquid, steel goes through a ductile to brittle transition as its temperature decreases. This reduces its fracture toughness, increasing the risk of brittle fracture [Fig 2].
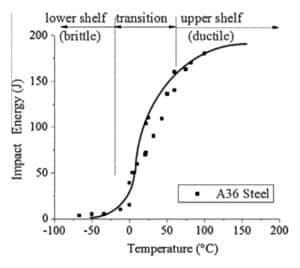
Figure 2 Impact energy vs Temperature for A36 steel
(G Teran, S Capula-Colindres, D Angeles-Herrera, J C Velazquez, M J Fernandez-Cueto, Engineering Fracture Mechanics, 153 (2016) 351-359)
Spill protection
In order to protect assets from structural failure in the event of an LNG spill, it is possible to use cryogenic spill protection (CSP) to protect at-risk areas. Many of the coating solutions for cryogenic spills evolved from the PFP market. While the risk has been present for some time, and bespoke product testing has been carried out by engineers and manufacturers, it wasn’t until 2016 that ISO 20088 was published. This allows direct comparison of different products tested in the same way. The standard is currently composed of three parts and the most recent was published in 2020. A technical committee (ISO/TC 67/SC 9) is working on a fourth part to the standard, which covers ignited cryogenic jet releases.
ISO 20088 – Determination of the resistance to cryogenic spillage of insulation materials
The current standard is divided into three parts depending on the type of cryogenic exposure:
- Part 1 – liquid phase
- Part 2 – vapour phase
- Part 3 – jet release
Liquid nitrogen (LN2) is used as the cryogenic liquid because it is safer to handle as it is non-flammable. It has a boiling point of -196°C and is considered to offer a good model of performance.
ISO 20088-2016 (Part 1: Liquid phase)
The test is designed to understand how protected steel will respond to a sudden exposure to cryogenic liquid that, in this case, is allowed to form a pool.
ISO 20088-2020 (Part 2: Vapour phase)
The most recently published part, this standard looks at incidents where the steel and protection is exposed to only a vapour phase. This could happen if there is a release under pressure at sufficient distance from a substrate that the liquid fraction is reduced and there is no direct effect from liquid.
ISO 20088-2018 (Part 3: Jet Release)
This test is similar in concept to the ISO 22899 jet fire test. It simulates what would happen if a high-pressure release was to occur. It is possible that the protection is compromised by the combination of extreme cryogenic temperature and momentum of the liquid.
Combined fire and cryogenic spill tests
As LNG is a highly flammable material, it is likely that any accidental release is going to be ignited causing a fire. As a result, any area identified as needing CSP will likely need PFP. Different ways of achieving this are discussed later. A variety of combination tests have been devised to understand how these materials might perform. These are typically cryogenic testing as per ISO 20088 followed by an industry standard fire test, such as the ISO 22899 jet fire test or blast over pressure testing. Pool fire tests such as UL 1709 and BS 476:20-21 are less common.
Conducting these combined tests brings its own challenges. Test facilities need to be able to handle the large volumes of LN2 required for the spill test and then follow up with a jet fire or blast test. There are no specific standards covering combination tests. The duration and exposure requirements would be decided by engineers based on the risks of the asset design.
Other properties
In addition to fire and cryogenic spill protection, a proposed solution must provide corrosion protection for a lifetime of at least 25 years.
Protection is required on a wide variety of structures in different environmental locations around the world. This can mean exposure to hot dry atmospheres, the freezing temperatures of the arctic or highly corrosive offshore environments.
Modern construction methods place additional constraints on protection. In some projects, modules are constructed in fabrication yards and then lifted and transported to their final location. Any protection system needs to have sufficient mechanical resilience to withstand the forces applied during the construction and transport phase. The environment during transport also needs to be factored into coating choice as it may differ from both the fabrication yard and final location.
Protection Systems
There are numerous ways to provide CSP to an asset, such as a protective coatings, jacket wraps, boards and prefabricated casing. No system offers the perfect solution. Each option has its advantages and disadvantages. It is important to understand how the specific project features affect the specification in order to select the best product.
Not exhaustive, the following discusses some examples of protective solutions.
Coatings
Typically offered by manufacturers who also produce PFP coatings for hydrocarbon fires. The two main solutions are
- Duplex schemes, where insulation and PFP coatings are used in combination,
- Single-product systems combining insulation and PFP performance.
The insulation coatings are often epoxy-based syntactic foams.
The application of a duplex scheme is complex and time consuming. A duplex scheme may be composed of five coating layers and a reinforcing mesh.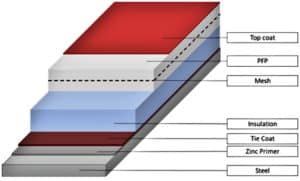
Nevertheless, the fact that PFP and CSP are provided as two different coatings can be advantageous. It enables an optimisation of the film thickness of the PFP and the CSP to the cover for the fire and cryogenic requirement of the safety design. It also enables a wider range of PFP coatings specific to the fire type and standard.
- Single product protection
These products combine both CSP and PFP protection in a single product. As in the duplex scheme, anticorrosive primers and topcoats are also required. Multiple coats will be applied to reach the required dry film thickness. The scheme thickness applied needs to meet both the fire and insulation performance requirement.
Dry fit solutions
The application of coatings presents some limitations, such as being typically a long process, with multiple coats needing to be applied in adequate environmental conditions. Therefore, the use of dry fit solutions (jackets, boards and casing units) may present some advantages especially as a repair option. With no hazardous materials or flammable solvents used during installation and no drying times and overcoating intervals to consider, this can reduce on-site construction timelines and increase the range of environmental conditions in which work can be carried out.
Dry fit solutions can be a good option for moving parts and for equipment where the protection may need to be removed for periodic inspection and maintenance.
Nevertheless, the dry fit solution can present some weaknesses:
– Corrosion under insulation (CUI) is a serious challenge for these systems, with potential to trap moisture, creating a highly corrosive environment which is not visible without destructive inspection.
– Any dry fit solution will need to be custom-made to fit the structure.
Three of the most common types of dry fit solutions are jackets, boards and casings.
- Jackets
Jackets, while flexible, still need to be tailored to fit securely around the structure. They are composed of multiple layers to provide protection. The outer layer needs to resist the environment, preventing water ingress and UV degradation. The insulation and reinforcement layers need to provide protection from the extreme heat of a fire and cold of a cryogenic spill. The layers will be secured together with straps or ties to allow easy installation and removal.
- Boards
Boards are more common in PFP applications, but examples exist where they have been adapted to also pass the ISO 20088 tests and be certified for protection against cryogenic spills. They can be difficult to fit around complex shapes and curved surfaces unless custom pieces are made.
- Casings
Casings can be insulated metal or composite. In some cases, they will incorporate precast intumescent materials. Boxes can be assembled around equipment with access gained through hatches and removable panels.
Safety first for coating considerations and selections
Cryogenic spill protection is required when there is a risk of structures being compromised by the release of a cryogenic liquid such as LNG. It is a complex area where not only PFP and CSP protection needs to be considered but also corrosion performance and durability.
Standards have been developed in recent years and are likely to be improved further as industry knowledge increases. There is a variety of solutions on offer including dry fit and wet applied coatings. It is a relatively new market with no solution providing all the benefits – each approach has its strengths and weaknesses.
In all cases good specification and product selection are essential. Creating a strong specification considering the lifetime environment of the structure and solution will highlight necessary requirements.
Safinah Group offers independent expert coating consultancy and can help with all aspects of coating specification and selection, including passive fire and cryogenic spill protection.
Jon Bayley, MChem (Hons), is a paint chemist and coating consultant with experience in the energy and infrastructure market. He has worked in product development and technical support for a leading global paint company. He has specialist knowledge of passive fire protection (intumescent) and insulation coatings.